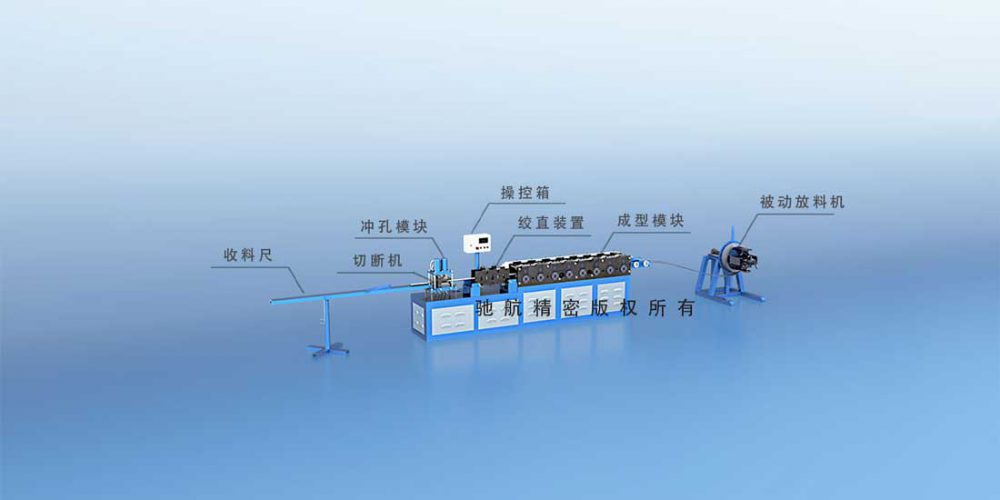
方案解析:
放料:主动放料架,由PLC控制放料架上的電(diàn)机转动放料。
冷弯成型:根据型材截面图设计成若干组冷弯成型轧辊,轧辊的组数由截面复杂程度、材料厚度、材料材质(zhì)等因素决定。原材料通过一道道轧辊的压力,最终生产(chǎn)出我们需要的型材。
绞直机构:对成型出来有(yǒu)轻微弯曲的型材有(yǒu)绞直作(zuò)用(yòng)。
冲孔机:冲孔模块被安(ān)装(zhuāng)在切断模块旁边,这种工(gōng)作(zuò)流程一般在冲孔工(gōng)艺简单,或者孔需要冲在型材两头时使用(yòng)。
切断:切断方式有(yǒu)刀(dāo)片、挫切(无废料切断)、锯切等,根据不同的型材、不同截面、不同成本预算选择最优切断方式,一般使用(yòng)编码器定長(cháng)。
收料:根据不同型材、客户需求使用(yòng)不同收料方式,如简易收料尺、简易收料台、自动收料台。